In manufacturing, people often talk about production, quality, maintenance, automation and supply chain. But there is one area that quietly decides the speed of the entire factory: intralogistics.
A factory may have good machines, skilled operators and proper planning. Still, if materials are not available at the right place, in the right quantity and at the right time, production will suffer. Operators will wait. Machines will stay idle. WIP will pile up. Space will become congested. Dispatches will get delayed.
This is where intralogistics becomes important.
What Is Intralogistics?
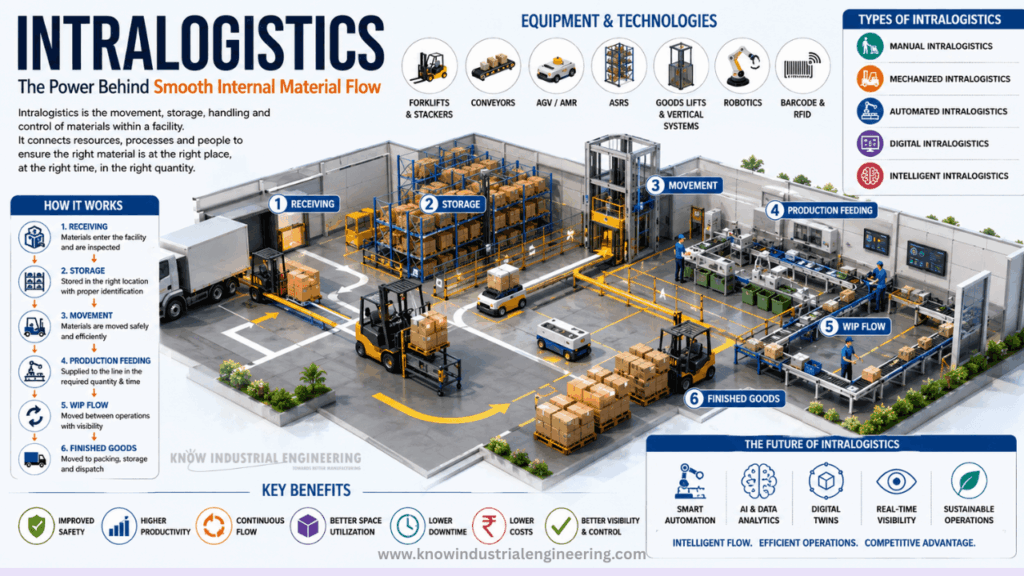
Intralogistics means the movement, storage, handling and control of materials inside a factory, warehouse, distribution center or plant.
In simple words:
Intralogistics = Internal logistics
It covers all material and information flow that happens within the company premises. This includes receiving materials, storing them, moving them to production, handling work-in-progress, feeding lines, moving finished goods, packing and dispatch preparation.
A simple manufacturing example:
Raw material received at the factory gate
→ moved to incoming inspection
→ stored in raw material warehouse
→ issued to production
→ moved between operations
→ stored as WIP if required
→ moved to assembly
→ moved to packing
→ moved to finished goods warehouse
→ prepared for dispatch
All these internal movements are part of intralogistics.
The term is commonly used to describe the organization, control, execution and optimization of material flow, information flow and goods handling within a company. This makes it different from external logistics, which focuses on transport between suppliers, customers, warehouses or different company locations.
Why Intralogistics Matters in Manufacturing


See how Factovare helps factories digitize work
Watch the demo and contact us to try Factovare for your manufacturing operations.
Free Training Registration
Factovare Certified Manufacturing Excellence Professional (FCMEP)
Trainer: Founder of Factovare and Know Industrial Engineering
Learn directly from the person behind both platforms.
What you will learn
Enter your details and verify email OTP to reserve your seat.
Step 1: Enter your name and email address, then click Send OTP.
Intralogistics is not just about moving materials. It directly affects productivity, safety, space utilization, inventory accuracy and delivery performance.
In many factories, the real problem is not machine capacity. The real problem is poor flow.
Material is available, but not near the line.
Components are produced, but not moved to the next operation.
Operators are waiting for material.
Forklifts are moving randomly without proper routes.
WIP is stored wherever space is available.
Finished goods are ready, but dispatch area is congested.
Stores team is searching for items because location control is weak.
These problems look small individually, but together they reduce the performance of the whole factory.
Good intralogistics helps a factory achieve:
- Faster material movement
- Lower waiting time
- Lower WIP accumulation
- Better line feeding
- Better warehouse space utilization
- Improved safety
- Reduced manual handling
- Better inventory visibility
- Improved production continuity
- Better on-time delivery
In short, intralogistics connects planning with execution.
Difference Between Logistics and Intralogistics
Many people use logistics and intralogistics as the same word, but there is a clear difference.
Logistics deals with the movement of goods between different locations. For example, supplier to factory, factory to customer, warehouse to distributor or port to plant.
Intralogistics deals with the movement of goods inside one facility. For example, store to production line, one process to another process, one floor to another floor or production line to finished goods warehouse.
A simple way to remember:
Logistics moves materials outside the factory.
Intralogistics moves materials inside the factory.
Both are connected, but they are not the same.
Main Areas Covered Under Intralogistics
Intralogistics includes several activities inside the manufacturing or warehouse system.
1. Material Receiving
This starts when raw materials, components, consumables or bought-out parts enter the factory. The process includes unloading, checking documents, quantity verification, quality inspection and movement to storage.
A weak receiving process creates problems later. If the material is not identified properly at receiving, it becomes difficult to track it during production.
2. Internal Transportation
This includes movement of material inside the facility using trolleys, pallet trucks, forklifts, conveyors, AGVs, AMRs, cranes, hoists, lifts or manual movement.
Internal transportation is one of the biggest hidden wastes in many factories. Excessive material movement does not add value to the product, but it consumes time, manpower, equipment and space.
3. Storage and Location Management
Storage is not only about keeping materials somewhere. It is about keeping materials in the right location with proper identification and easy retrieval.
Good storage systems reduce searching time, improve inventory accuracy and prevent material damage.
Examples include:
- Rack storage
- Bin storage
- Pallet storage
- Floor storage
- Vertical storage
- Automated storage systems
- FIFO lanes
- Supermarkets near production lines
4. Line Feeding
Line feeding means supplying materials to the production line in the required quantity at the required time.
This is very important in assembly operations. If materials are supplied too early, the line becomes congested. If materials are supplied late, operators wait.
Common line feeding methods include:
- Kitting
- Kanban supply
- Two-bin system
- Milk run
- Sequenced supply
- Point-of-use storage
- Supermarket replenishment
5. Work-in-Progress Movement
In many factories, WIP movement is not properly controlled. Parts move from one operation to another, but there may not be clear tracking of quantity, location or waiting time.
This creates confusion in production planning. Good intralogistics makes WIP movement visible and controlled.
6. Finished Goods Handling
After production, finished goods need to be moved to packing, inspection, storage and dispatch. If this flow is not planned properly, finished goods can block production areas.
Finished goods handling should support fast dispatch, easy traceability and safe storage.
7. Information Flow
Modern intralogistics is not only physical movement. Information movement is equally important.
For example:
- Where is the material?
- How much stock is available?
- Which material is required next?
- Which order is waiting?
- Which line is short of components?
- Which pallet should move first?
- Which vehicle or operator should handle the movement?
Without information flow, physical flow becomes guesswork.
Types of Intralogistics Systems
Intralogistics can be classified in different ways based on the method of movement, level of automation and purpose.
1. Manual Intralogistics
This is the basic form of internal logistics. Materials are moved manually by operators or helpers using hand trolleys, carts or manual handling.
This is common in small factories and low-volume operations.
Advantages:
- Low investment
- Flexible
- Easy to start
Limitations:
- High dependency on people
- Higher fatigue
- Higher safety risk
- Lower consistency
- Difficult to scale
Manual systems are not always bad. For low-volume, low-weight and flexible operations, manual handling may be practical. The problem starts when manual movement becomes repetitive, unsafe or uncontrolled.
2. Mechanized Intralogistics
Here, material movement is supported by equipment, but human control is still required.
Examples:
- Forklifts
- Pallet trucks
- Stackers
- Cranes
- Hoists
- Goods lifts
- Tow trucks
- Roller conveyors
This is common in medium and large factories.
Advantages:
- Higher load handling
- Faster movement
- Reduced manual effort
- Better for heavy materials
Limitations:
- Requires trained operators
- Safety risks if traffic is not controlled
- Equipment waiting time
- Maintenance requirement
- Space required for movement
3. Automated Intralogistics
In automated intralogistics, material movement and storage are performed with minimum human intervention.
Examples:
- Automated conveyors
- Automated storage and retrieval systems
- Automated guided vehicles
- Autonomous mobile robots
- Robotic picking systems
- Sortation systems
- Vertical lift modules
- Automated pallet handling systems
Automation is useful when the movement is repetitive, predictable, high-volume or safety-critical.
But automation should not be installed only for attraction. It should solve a clear operational problem and justify the return on investment.
4. Digital Intralogistics
Digital intralogistics focuses on visibility, traceability and decision-making. It connects the material flow with data flow.
Examples:
- Barcode scanning
- RFID tracking
- Warehouse management system
- Manufacturing execution system
- Real-time inventory tracking
- Digital kanban
- IoT-based material tracking
- Dashboards for material movement
Digital systems help managers know what is happening inside the factory in real time.
5. Intelligent Intralogistics
This is the next stage where automation, data and artificial intelligence work together.
Examples:
- AI-based route optimization
- Predictive replenishment
- AMRs that dynamically choose paths
- Computer vision for material identification
- Smart scheduling of material movement
- Digital twin of warehouse or factory flow
- Autonomous problem solving in internal logistics
The future of intralogistics is not only moving material automatically. It is about making the internal flow self-aware, adaptive and intelligent.
Technologies Used in Intralogistics
Modern intralogistics uses a combination of physical equipment and digital systems.
Conveyors
Conveyors are used to move materials continuously between fixed points. They are suitable when movement is repetitive and the route does not change frequently.
Types include belt conveyors, roller conveyors, chain conveyors, overhead conveyors and vertical conveyors.
Forklifts and Stackers
Forklifts are still widely used because they are flexible and can handle heavy loads. But they need proper traffic control, safety rules and skilled drivers.
AGV and AMR
AGV means Automated Guided Vehicle. It usually follows a fixed path using markers, wires, magnetic tape or predefined routes.
AMR means Autonomous Mobile Robot. It can navigate more flexibly using sensors, cameras, maps and onboard intelligence.
AMRs are becoming popular because they can work in dynamic environments where routes may change.
ASRS
ASRS means Automated Storage and Retrieval System. It is used for automated storage and retrieval of materials with high accuracy and space efficiency.
It is suitable for warehouses where storage density, speed and accuracy are important.
Vertical Material Handling Systems
These systems move materials between different levels or floors.
Examples:
- Goods lifts
- Vertical conveyors
- Pallet lifts
- Vertical reciprocating conveyors
- Vertical lift modules
They are useful when factories or warehouses need to use vertical space effectively.
Barcode and RFID
Barcode and RFID help identify and track materials. Barcode is cost-effective and widely used. RFID is useful when faster scanning or non-line-of-sight identification is required.
WMS and MES
A Warehouse Management System controls storage, picking, put-away, inventory and warehouse movement.
A Manufacturing Execution System connects production execution with shopfloor data.
For strong intralogistics, WMS and MES should not work separately. Material flow and production flow should be connected.
How Intralogistics Is Evolving
Earlier, intralogistics was mainly seen as material handling. The focus was on moving things from one place to another.
Now it is becoming a strategic part of manufacturing performance.
Stage 1: Manual Movement
In the early stage, factories depended heavily on people. Operators, helpers and stores teams moved materials based on experience and verbal communication.
This worked when production was simple. But as product variety increased, manual coordination became difficult.
Stage 2: Mechanized Handling
Factories started using forklifts, pallet trucks, cranes and conveyors. This improved speed and load handling.
But many systems were still disconnected. Material moved faster, but visibility was still limited.
Stage 3: Lean Material Flow
Lean manufacturing brought more focus on flow, waste reduction, supermarkets, kanban, FIFO and line feeding.
Factories started asking better questions:
- Why are we moving this material so many times?
- Can we reduce travel distance?
- Can we supply smaller quantities more frequently?
- Can we keep material near the point of use?
- Can we reduce WIP between processes?
This stage improved thinking.
Stage 4: Digital Tracking
Barcode, RFID, ERP, WMS and MES systems improved traceability. Factories started capturing data on stock, movement, issue and consumption.
But in many companies, the problem still remained: data was available, but not always used for real-time decisions.
Stage 5: Automation and Robotics
Now factories and warehouses are moving toward conveyors, ASRS, AMRs, automated forklifts, robotic picking and automatic sorting.
This is driven by labor shortages, higher volume, e-commerce expectations, safety needs and the demand for faster operations.
Stage 6: Intelligent and Connected Intralogistics
The next stage is intelligent intralogistics. Here, systems will not only execute commands. They will sense, analyze, decide and optimize.
For example:
- A system can identify that Line 3 will face material shortage in 20 minutes.
- It can assign the nearest AMR to deliver the required material.
- It can select the best route based on traffic.
- It can update inventory automatically.
- It can alert the supervisor if the material is not available.
- It can learn from repeated delays and suggest layout or process changes.
This is where intralogistics becomes a decision-making system.
Intralogistics in Manufacturing vs Warehousing
In warehouses, intralogistics mainly focuses on receiving, storage, picking, packing and dispatch.
In manufacturing, intralogistics is more complex because it must support production flow.
Manufacturing intralogistics includes:
- Raw material feeding
- Component supply
- WIP movement
- Tool and fixture movement
- Empty bin return
- Finished goods movement
- Scrap movement
- Rework movement
- Line-side storage
- Production sequencing
A warehouse may focus on order fulfillment speed. A factory must focus on production continuity.
That is why intralogistics in manufacturing should be closely connected with production planning, line balancing, capacity planning and inventory control.
Common Intralogistics Problems in Factories
Many factories lose productivity due to poor internal logistics. Some common problems are listed below.
1. Too Much Unnecessary Movement
Material travels long distances because the layout is not optimized. This increases handling time and cost.
2. Waiting for Material
Production stops because the material is not available at the right time. This affects output and delivery.
3. Poor Location Control
Material is available in the system, but nobody knows the exact physical location. Time is wasted in searching.
4. Excess WIP
WIP accumulates between processes due to imbalance, batch movement or poor scheduling. This blocks space and hides problems.
5. Forklift Congestion
Too many forklifts move in the same area without route discipline. This creates safety risk and traffic delay.
6. Manual Data Entry
Material is moved physically, but the system is updated later. This creates a gap between actual stock and system stock.
7. Poor Line Feeding
Materials are supplied in bulk or at the wrong time. This creates line-side clutter and increases searching.
8. No Ownership
Production blames stores. Stores blames planning. Planning blames purchase. But there is no single view of material flow.
Good intralogistics requires cross-functional ownership.
Lean View of Intralogistics
From a lean perspective, internal movement is often a non-value-added activity. The customer does not pay because a component traveled 200 meters inside the factory.
So the goal is not to make every movement faster. The first goal is to question whether that movement is required.
A lean intralogistics approach asks:
- Can we eliminate this movement?
- Can we reduce the distance?
- Can we move smaller quantities more frequently?
- Can we place materials closer to the point of use?
- Can we create FIFO flow?
- Can we use supermarkets?
- Can we reduce double handling?
- Can we improve visual control?
- Can we avoid searching?
Automation without lean thinking can automate waste.
For example, if a factory has a poor layout and installs an automated vehicle to move materials through the same poor route, the waste still exists. It only becomes automated waste.
So before automation, the factory should improve flow.
When Should a Factory Automate Intralogistics?
Automation makes sense when there is a clear business case.
A factory can consider automation when:
- Movement is repetitive and predictable
- Material flow volume is high
- Manual handling creates safety risk
- Labor availability is a challenge
- Space utilization needs improvement
- Accuracy is critical
- Traceability is required
- Waiting time affects production output
- The same movement happens many times per shift
- ROI is justified
Automation should not be the first answer. The first step is to understand the flow.
A practical sequence is:
- Map the current material flow
- Measure distance, frequency, time and manpower
- Identify waiting, searching and double handling
- Improve layout and storage logic
- Standardize the process
- Digitize tracking
- Automate where the return is clear
This approach prevents unnecessary investment.
Example: Intralogistics Improvement in a Factory
Consider an assembly factory where operators frequently wait for components.
Current condition:
- Components are stored in a central warehouse
- Operators request material when they notice shortage
- Store helpers pick material after receiving request
- Material is moved by trolley
- Sometimes wrong components are issued
- Line-side area is crowded with excess material
- Production loss happens due to waiting
Improved intralogistics approach:
- Create a line-side supermarket
- Define minimum and maximum stock for each component
- Use two-bin or kanban system
- Create fixed replenishment frequency
- Use standard trolley route
- Use barcode scanning during issue and receipt
- Keep high-usage items near the line
- Review shortage data daily
Result:
- Lower waiting time
- Reduced searching
- Better inventory visibility
- Less line-side clutter
- More stable production flow
This is intralogistics improvement without heavy automation.
Now, if the same movement becomes high-volume and repetitive across multiple lines, the factory may consider milk run trolleys, tugger trains, AGVs or AMRs.
Important KPIs for Intralogistics
To improve intralogistics, factories should measure the right indicators.
Useful KPIs include:
- Material travel distance
- Material handling time
- Line stoppage due to material shortage
- Picking accuracy
- Inventory accuracy
- WIP level
- Dock-to-stock time
- Put-away time
- Order picking time
- Forklift utilization
- Space utilization
- Line-side stock accuracy
- Replenishment frequency adherence
- Number of material touches
- Internal logistics cost per unit
- Safety incidents related to material movement
Without measurement, intralogistics improvement becomes opinion-based.
Future of Intralogistics
The future of intralogistics will be shaped by automation, digitalization and intelligent decision-making.
1. More Use of AMRs
Autonomous mobile robots will become more common in factories and warehouses. They are flexible and can support different movement requirements without fixed conveyor routes.
2. AI-Based Material Flow Decisions
AI will help decide what material should move, when it should move, which route should be used and what risk may occur.
3. Digital Twins
Factories will create digital models of material flow. Before changing layout or automation, engineers can simulate the effect digitally.
4. Human-Robot Collaboration
Intralogistics will not become fully human-free everywhere. In many factories, humans and robots will work together. Safety, awareness and coordination will become important.
5. Real-Time Visibility
Factories will move from delayed reporting to real-time material visibility. Managers will know where the material is and what action is needed.
6. Vertical Space Utilization
As factory and warehouse space becomes more expensive, vertical material handling and high-density storage systems will become more important.
7. Connected Factory Systems
Production planning, inventory, quality, maintenance and material movement will become more connected. Intralogistics will no longer operate as a separate function.
Industrial Engineering Thoughts on Intralogistics
For an industrial engineer, intralogistics is a powerful improvement area.
Many productivity problems are not visible by looking only at the operator’s workstation. The real loss may be in the movement before and after the operation.
Industrial engineers should study:
- How material enters the process
- How much distance it travels
- How many times it is handled
- Where it waits
- Who moves it
- How information is passed
- How shortages are identified
- How WIP is controlled
- How finished goods leave the area
A machine cycle time may be 30 seconds, but the material may wait for 3 hours before the next operation. If we only improve machine cycle time, we may miss the bigger loss.
Intralogistics teaches us that productivity is not only about working faster. It is about creating smoother flow.
Final Thoughts
Intralogistics is the backbone of internal material flow in a factory or warehouse. It decides whether production runs smoothly or struggles with waiting, searching, congestion and shortages.
The concept is evolving from manual material movement to digital, automated and intelligent flow systems. But the basic principle remains the same:
The right material should reach the right place, at the right time, in the right quantity, with minimum waste and maximum visibility.
Before investing in automation, every factory should first understand its current material flow. A simple improvement in layout, storage, line feeding or replenishment can sometimes create a bigger impact than expensive equipment.
Automation is powerful, but only when it supports a well-designed flow.
In the future, intralogistics will become one of the most important areas in manufacturing excellence. Factories that master internal flow will be faster, safer, more reliable and more competitive.
Now or Never
We’ve got your back on your manufacturing journey — Stay in touch
Follow us for step-by-step guidance, templates, and insights that save time and reduce mistakes.
Know Industrial Engineering Platform – Helping manufacturing industry professionals worldwide since 2019
