Manufacturing Resource Planning is one of the most important activities in any factory. A factory may have machines, manpower, materials, tools, space and orders, but if these resources are not planned properly, production will still suffer.
Many factories face the same problems every day.
Material is not available when production needs it.
Machines are overloaded in one area and idle in another area.
Manpower is arranged at the last minute.
Production plans change frequently.
Customer delivery dates are missed even when people are working hard.
Most of these problems are not only production problems. They are planning problems.
This is where Manufacturing Resource Planning becomes important.
What is Manufacturing Resource Planning?


See how Factovare helps factories digitize work
Watch the demo and contact us to try Factovare for your manufacturing operations.
Free Training Registration
Factovare Certified Manufacturing Excellence Professional (FCMEP)
Trainer: Founder of Factovare and Know Industrial Engineering
Learn directly from the person behind both platforms.
What you will learn
Enter your details and verify email OTP to reserve your seat.
Step 1: Enter your name and email address, then click Send OTP.
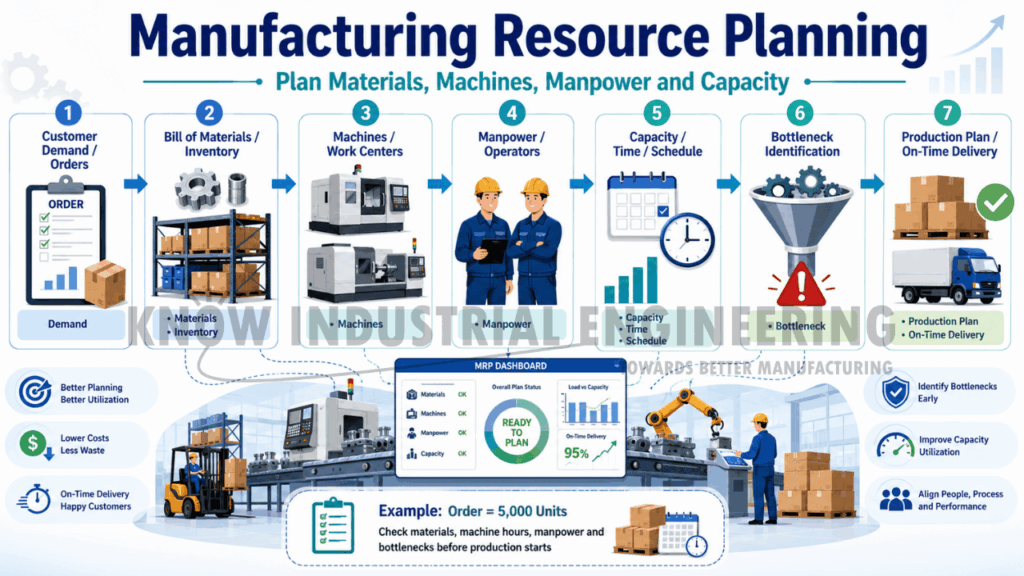
Manufacturing Resource Planning is the process of planning all the resources required to produce a product as per customer demand.
These resources include:
- Materials
- Manpower
- Machines
- Tools and fixtures
- Work centers
- Production capacity
- Storage space
- Time
- Cost
In simple words, Manufacturing Resource Planning answers one important question:
Do we have the right resources, in the right quantity, at the right time, to meet the production requirement?
It is not just about checking raw material availability. It is about checking whether the entire factory is ready to produce the required quantity within the required time.
Why Manufacturing Resource Planning is Important
A factory does not fail only because of lack of effort. Many times, factories fail because they start production without knowing the actual resource requirement.
For example, a production team may receive an order for 10,000 units. The team may immediately start planning shifts and material purchase. But if they do not check machine capacity, manpower requirement, supplier lead time and bottleneck operations, the plan may fail in execution.
Manufacturing Resource Planning helps the factory avoid such situations.
It helps to:
- Identify material shortages before production starts
- Calculate manpower requirement accurately
- Check machine capacity against demand
- Find bottleneck operations
- Plan production based on available capacity
- Reduce last-minute firefighting
- Improve delivery performance
- Reduce excess inventory and urgent purchases
- Improve coordination between production, planning, stores, purchase and maintenance
A good Manufacturing Resource Planning system does not simply create a production plan. It creates a practical production plan.
Difference Between Material Planning and Manufacturing Resource Planning
Many people confuse material planning with Manufacturing Resource Planning.
Material planning mainly focuses on what materials are required and when they are needed. It checks raw materials, bought-out parts, sub-assemblies and inventory.
Manufacturing Resource Planning goes beyond material.
It checks whether the factory has the complete capability to produce the required quantity.
For example:
Material planning may say:
“We need 5,000 shafts, 5,000 bearings and 5,000 housings.”
Manufacturing Resource Planning will ask:
“Do we also have enough machine hours, operators, tools, inspection capacity, storage space and production time to produce 5,000 finished assemblies?”
This is the real value of Manufacturing Resource Planning.
Key Inputs Required for Manufacturing Resource Planning
Manufacturing Resource Planning becomes accurate only when the input data is accurate. If the master data is wrong, the plan will also be wrong.
The main inputs required are:
1. Customer Demand
This is the quantity required by the customer or market.
Example:
A customer requires 5,000 units in one month.
This becomes the starting point for the planning process.
2. Bill of Materials
Bill of Materials, or BOM, shows what materials are required to make one finished product.
Example:
To make one finished product, we may need:
- 1 housing
- 1 shaft
- 2 bearings
- 4 screws
- 1 label
If the demand is 5,000 finished products, the system can calculate the total material requirement.
3. Routing
Routing shows the sequence of operations required to manufacture the product.
Example:
Cutting → Turning → Drilling → Assembly → Inspection → Packing
Without routing, we cannot know which work centers are required.
4. Cycle Time
Cycle time shows how much time is required to complete each operation.
Example:
Turning operation may take 2 minutes per piece.
Assembly may take 4 minutes per piece.
Inspection may take 1 minute per piece.
Cycle time is one of the most important inputs in Manufacturing Resource Planning because it directly affects capacity and manpower calculation.
5. Available Capacity
Available capacity means how much production time is available in the factory.
It depends on:
- Number of machines
- Number of operators
- Shift hours
- Working days
- Break time
- Planned downtime
- Efficiency
For example, one machine working for 8 hours per day for 25 days gives 200 hours of gross monthly time. But after removing breaks, maintenance and losses, the actual available time may be lower.
6. Inventory Status
The planning system must know how much material is already available.
For example:
If the total bearing requirement is 10,000 pieces and current stock is 3,000 pieces, the net requirement is 7,000 pieces.
This prevents unnecessary purchasing.
7. Supplier Lead Time
Supplier lead time is the time required to receive materials after placing the order.
If a material takes 20 days to arrive, the purchase plan must be released early. Otherwise, production will wait for material.
8. Minimum Order Quantity
Some suppliers may not supply small quantities. They may have minimum order quantity.
For example:
Requirement: 700 pieces
Supplier MOQ: 1,000 pieces
In this case, the purchase plan must consider 1,000 pieces, not 700 pieces.
Step-by-Step Manufacturing Resource Planning Process
The Manufacturing Resource Planning process can be followed in a clear step-by-step manner.
Step 1: Understand the Demand
Start with the final product demand.
Example:
A factory needs to produce 5,000 units of Product A in one month.
Working days available: 25 days
Daily production requirement: 5,000 ÷ 25 = 200 units per day
So, the factory must produce 200 units per day.
Step 2: Explode the Bill of Materials
Now calculate the material requirement using BOM.
For Product A:
| Material | Quantity Required per Product | Requirement for 5,000 Products |
|---|---|---|
| Housing | 1 | 5,000 |
| Shaft | 1 | 5,000 |
| Bearing | 2 | 10,000 |
| Screw | 4 | 20,000 |
| Label | 1 | 5,000 |
This is the gross material requirement.
Step 3: Check Available Stock
Now compare the gross requirement with available inventory.
| Material | Gross Requirement | Available Stock | Net Requirement |
|---|---|---|---|
| Housing | 5,000 | 1,000 | 4,000 |
| Shaft | 5,000 | 500 | 4,500 |
| Bearing | 10,000 | 3,000 | 7,000 |
| Screw | 20,000 | 8,000 | 12,000 |
| Label | 5,000 | 2,000 | 3,000 |
The net requirement is what needs to be produced or purchased.
Step 4: Consider Supplier Lead Time and MOQ
Now check when the materials are required and how early they must be ordered.
| Material | Net Requirement | Supplier Lead Time | MOQ | Purchase Quantity |
|---|---|---|---|---|
| Housing | 4,000 | 15 days | 500 | 4,000 |
| Shaft | 4,500 | 20 days | 1,000 | 5,000 |
| Bearing | 7,000 | 10 days | 1,000 | 7,000 |
| Screw | 12,000 | 7 days | 5,000 | 15,000 |
| Label | 3,000 | 5 days | 1,000 | 3,000 |
Here, the screw requirement is 12,000, but because MOQ is 5,000, the purchase quantity becomes 15,000.
This is important because planning only based on requirement may create wrong purchase orders.
Step 5: Check Routing and Work Centers
Now identify the operations required to make Product A.
| Operation | Work Center | Cycle Time per Piece |
|---|---|---|
| Cutting | Cutting Machine | 1 minute |
| Turning | CNC Machine | 3 minutes |
| Drilling | Drilling Machine | 2 minutes |
| Assembly | Assembly Station | 4 minutes |
| Inspection | Inspection Table | 1 minute |
| Packing | Packing Station | 1 minute |
This data helps calculate machine and manpower requirement.
Step 6: Calculate Capacity Requirement
Demand is 5,000 units.
Now calculate total time required for each operation.
| Operation | Cycle Time per Piece | Monthly Quantity | Total Time Required |
|---|---|---|---|
| Cutting | 1 min | 5,000 | 5,000 min |
| Turning | 3 min | 5,000 | 15,000 min |
| Drilling | 2 min | 5,000 | 10,000 min |
| Assembly | 4 min | 5,000 | 20,000 min |
| Inspection | 1 min | 5,000 | 5,000 min |
| Packing | 1 min | 5,000 | 5,000 min |
Now convert minutes into hours.
| Operation | Total Minutes | Total Hours Required |
|---|---|---|
| Cutting | 5,000 | 83.3 hours |
| Turning | 15,000 | 250 hours |
| Drilling | 10,000 | 166.7 hours |
| Assembly | 20,000 | 333.3 hours |
| Inspection | 5,000 | 83.3 hours |
| Packing | 5,000 | 83.3 hours |
This table clearly shows where the factory needs more time.
Step 7: Compare Required Capacity with Available Capacity
Assume the factory works 25 days per month and 8 productive hours per day.
Available time per machine or station:
25 × 8 = 200 hours per month
Now compare required hours with available hours.
| Operation | Required Hours | Available Hours per Resource | Resource Required |
|---|---|---|---|
| Cutting | 83.3 | 200 | 1 |
| Turning | 250 | 200 | 2 |
| Drilling | 166.7 | 200 | 1 |
| Assembly | 333.3 | 200 | 2 |
| Inspection | 83.3 | 200 | 1 |
| Packing | 83.3 | 200 | 1 |
From this calculation, the factory needs:
- 1 cutting machine
- 2 CNC machines
- 1 drilling machine
- 2 assembly stations
- 1 inspection table
- 1 packing station
If the factory has only one CNC machine and one assembly station, then the production plan is not feasible.
This is the point where Manufacturing Resource Planning becomes powerful. It shows problems before production starts.
Step 8: Identify the Bottleneck
The bottleneck is the operation that limits the output of the entire production system.
In this example:
Turning requires 250 hours.
Assembly requires 333.3 hours.
If only one assembly station is available, assembly becomes the biggest bottleneck.
That means even if all other operations are ready, the factory cannot complete 5,000 units unless assembly capacity is improved.
Possible actions:
- Add one more assembly station
- Add overtime
- Improve assembly method
- Reduce cycle time
- Use line balancing
- Add trained manpower
- Outsource part of the operation if suitable
Step 9: Calculate Manpower Requirement
Manufacturing Resource Planning should also calculate manpower requirement.
Assume assembly requires one operator per station.
Assembly required hours = 333.3 hours
One operator available hours = 200 hours per month
Manpower required = 333.3 ÷ 200 = 1.67
So, the factory needs 2 assembly operators.
The same logic can be applied for other operations.
However, manpower calculation should also consider:
- Operator skill
- Absenteeism
- Multi-machine handling
- Line balancing
- Work content
- Shift pattern
- Allowances
- Efficiency
A practical manpower plan is not just a number. It should match the actual shop floor condition.
Step 10: Prepare the Final Production Plan
After checking materials, machines, manpower and bottlenecks, prepare the final production plan.
A good production plan should answer:
- What quantity will be produced daily?
- Which work center will produce it?
- What materials are needed?
- Which resources are overloaded?
- Which orders are at risk?
- What actions are needed before production starts?
For example:
Daily requirement = 200 units
Assembly capacity with one station = 100 units per day
Assembly capacity with two stations = 200 units per day
So, if the factory adds the second assembly station, the plan becomes feasible.
Without that action, the plan is only a target, not a realistic plan.
Practical Example Summary
Let us summarize the example.
Customer demand: 5,000 units per month
Working days: 25
Daily production requirement: 200 units
Major bottleneck: Assembly
Assembly time required: 333.3 hours
Available time per station: 200 hours
Assembly stations required: 2
If only one assembly station is available, delivery risk is high.
This simple example shows why Manufacturing Resource Planning is essential. It connects demand with real factory capability.
Common Mistakes in Manufacturing Resource Planning
Many factories struggle with Manufacturing Resource Planning because of some common mistakes.
1. Planning Based Only on Customer Demand
Customer demand is only the starting point. A factory must check whether resources are available to meet that demand.
A plan without resource validation can create pressure, delay and confusion.
2. Ignoring Cycle Time Accuracy
If cycle time is wrong, capacity planning will be wrong.
For example, if assembly is assumed as 3 minutes but actually takes 4 minutes, the factory will underestimate the required capacity by 25%.
That small data error can create a big delivery issue.
3. Not Considering Material Lead Time
Many factories identify material shortages only when production is about to start. By that time, it may be too late.
Supplier lead time must be part of the planning logic.
4. Not Updating Inventory Correctly
If stock data is not accurate, the plan will fail.
Wrong inventory data can lead to two problems:
- Production stops due to shortage
- Excess material is purchased unnecessarily
Both are costly.
5. Ignoring Bottleneck Operations
A factory may have enough total manpower and machines, but if one critical operation is overloaded, the entire production flow will suffer.
Manufacturing Resource Planning should always highlight bottlenecks clearly.
6. Treating Planning as a One-Time Activity
Planning is not a one-time activity. Demand changes, breakdowns happen, people are absent and suppliers delay materials.
The plan must be reviewed and updated regularly.
Manufacturing Resource Planning Formula Examples
Here are some useful formulas used in Manufacturing Resource Planning.
Material Requirement
Total material requirement = Finished product quantity × Quantity per finished product
Example:
Finished product quantity = 5,000
Bearing required per product = 2
Bearing requirement = 5,000 × 2 = 10,000 bearings
Net Material Requirement
Net requirement = Gross requirement – Available stock
Example:
Gross requirement = 10,000
Available stock = 3,000
Net requirement = 10,000 – 3,000 = 7,000
Capacity Requirement
Required hours = Quantity × Cycle time per piece ÷ 60
Example:
Quantity = 5,000
Cycle time = 4 minutes
Required hours = 5,000 × 4 ÷ 60 = 333.3 hours
Resource Requirement
Resource required = Required hours ÷ Available hours per resource
Example:
Required hours = 333.3
Available hours per resource = 200
Resource required = 333.3 ÷ 200 = 1.67
Rounded up, resource required = 2
Daily Production Requirement
Daily production requirement = Monthly demand ÷ Working days
Example:
Monthly demand = 5,000
Working days = 25
Daily production requirement = 5,000 ÷ 25 = 200 units per day
Benefits of Manufacturing Resource Planning
A well-implemented Manufacturing Resource Planning system gives benefits across the factory.
For production, it gives a realistic plan.
For purchase, it gives clear material requirements.
For stores, it gives better inventory control.
For maintenance, it shows which machines are critical.
For management, it shows whether customer demand can be achieved.
For finance, it improves cost visibility.
The biggest benefit is clarity.
Instead of asking “Can we produce this order?”, the factory can answer:
“Yes, we can produce it with the current resources.”
Or:
“We can produce it only if we add one more assembly station or arrange overtime.”
This clarity improves decision-making.
Manufacturing Resource Planning and Industrial Engineering
Manufacturing Resource Planning is strongly connected with Industrial Engineering.
Industrial Engineering provides the foundation for accurate planning through:
- Time study
- Method study
- Line balancing
- Capacity calculation
- Manpower calculation
- Layout planning
- Bottleneck analysis
- Productivity improvement
- Standard work
- Work measurement
Without Industrial Engineering data, Manufacturing Resource Planning becomes guesswork.
For example, if the cycle time is not measured properly, the capacity plan will not be reliable. If the manpower calculation is not done properly, the production plan may look possible on paper but fail on the shop floor.
That is why Industrial Engineering plays a major role in practical Manufacturing Resource Planning.
How Software Helps in Manufacturing Resource Planning
Manufacturing Resource Planning can be done manually using Excel in small factories. But as the number of products, materials, suppliers and work centers increases, manual planning becomes difficult.
Software can help by connecting all planning data in one place.
A good Manufacturing Resource Planning software should help factories:
- Maintain product master data
- Create BOM
- Define routing
- Capture cycle time
- Calculate material requirement
- Check inventory
- Calculate capacity requirement
- Identify bottlenecks
- Calculate manpower requirement
- Show delivery risks
- Update plans when demand changes
However, software is useful only when the input data is correct. The system should not simply generate reports. It should help people make better manufacturing decisions.
Manufacturing Resource Planning Example in Real Factory Language
Let us take a practical situation.
A planning engineer receives a customer order for 10,000 units. The customer wants delivery in 20 working days.
The first reaction may be:
“We need to produce 500 units per day.”
But a better planner will ask:
- Do we have the material?
- Are suppliers able to deliver shortage materials on time?
- Which machines are required?
- What is the cycle time at each operation?
- What is the available capacity?
- What is the bottleneck?
- How many operators are needed?
- Do we need overtime?
- Can inspection handle the volume?
- Is packing capacity enough?
- Is there enough storage space?
This is the difference between basic production planning and Manufacturing Resource Planning.
Production planning says what to produce.
Manufacturing Resource Planning checks whether the factory is actually ready to produce it.
Step-by-Step Checklist for Manufacturing Resource Planning
Use this checklist before releasing a production plan.
- Confirm customer demand and delivery date.
- Convert monthly or weekly demand into daily requirement.
- Check BOM for each finished product.
- Calculate gross material requirement.
- Check available stock.
- Calculate net material requirement.
- Check supplier lead time and MOQ.
- Release purchase or production request for shortage items.
- Check routing and operation sequence.
- Verify cycle time for each operation.
- Calculate required machine hours.
- Compare required hours with available capacity.
- Identify overloaded work centers.
- Calculate manpower requirement.
- Check operator skill availability.
- Review tooling, fixture and inspection requirements.
- Check space requirement if volume is high.
- Identify bottlenecks and delivery risks.
- Take corrective actions before production starts.
- Release the final practical production plan.
This checklist can prevent many daily production issues.
Final Thoughts
Manufacturing Resource Planning is not just a planning department activity. It is a factory decision-making process.
It connects customer demand with materials, manpower, machines, capacity and time. It helps factories move from assumption-based planning to data-based planning.
A factory with good Manufacturing Resource Planning can see problems before they happen. It can identify shortages, bottlenecks and capacity gaps early. It can plan actions instead of reacting to emergencies.
In simple words:
Manufacturing Resource Planning helps a factory understand whether it is truly ready to produce what it has promised.
That is why every manufacturing company, whether small or large, should build a strong Manufacturing Resource Planning process.
Now or Never
We’ve got your back on your manufacturing journey — Stay in touch
Follow us for step-by-step guidance, templates, and insights that save time and reduce mistakes.
Know Industrial Engineering Platform – Helping manufacturing industry professionals worldwide since 2019
