Manpower planning is one of the most important activities in manufacturing. If manpower is planned wrongly, the factory may face production delays, excess labour cost, poor line balance, overtime, or underutilization of people.
Many companies still plan manpower based on experience or rough assumptions. But for better productivity, manpower should be planned using proper data such as demand, cycle time, available working time, efficiency, absenteeism, and production method.
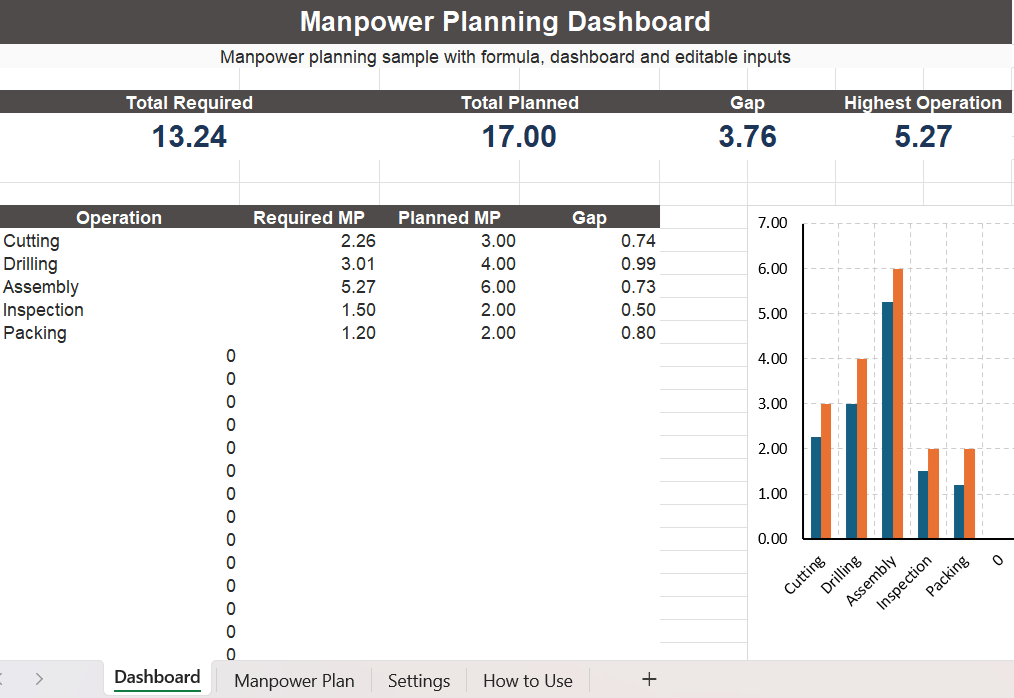
Download Manpower Planning Sample Template
Use this Excel template to practice manpower planning calculation with demand, standard time, available time, efficiency, MAF, yield, and required manpower.
- Includes sample manpower planning format
- Formula-based required manpower calculation
- Useful for Industrial Engineers and Production Planners
Update the input values based on your production demand, standard time, working time, efficiency, manpower availability factor, and yield.
In this article, you will learn manpower planning with a simple sample format, formula, calculation example, and downloadable Excel templates for practice.
What is Manpower Planning?


See how Factovare helps factories digitize work
Watch the demo and contact us to try Factovare for your manufacturing operations.
Free Training Registration
Factovare Certified Manufacturing Excellence Professional (FCMEP)
Trainer: Founder of Factovare and Know Industrial Engineering
Learn directly from the person behind both platforms.
What you will learn
Enter your details and verify email OTP to reserve your seat.
Step 1: Enter your name and email address, then click Send OTP.
Manpower planning is the process of estimating how many people are required to complete a particular production activity within the available working time.
In simple words, manpower planning helps answer this question:
How many operators are required to meet the production demand?
In manufacturing, manpower planning is usually based on:
- Production demand
- Standard time or cycle time
- Available working time
- Efficiency
- Absenteeism or availability factor
- Type of production line
- Skill level of operators
- Workstation arrangement
A good manpower plan helps the company use people effectively without overloading or underutilizing them.
Why Manpower Planning is Important in Manufacturing
Manpower is one of the major cost factors in manufacturing. Proper planning helps a company control cost and improve productivity.
1. Avoids manpower shortage
If manpower is less than required, production may not meet the target. This can lead to delayed dispatch, overtime, pressure on operators, and poor output.
2. Avoids excess manpower
If manpower is more than required, labour cost will increase. Extra manpower may also reduce productivity because people may remain idle or underutilized.
3. Supports production planning
Production planning becomes more reliable when manpower requirement is calculated properly. It helps supervisors and planners understand whether the available team can meet the demand.
4. Improves productivity
When manpower is planned based on time study and actual data, the factory can identify improvement opportunities such as line balancing, skill improvement, method improvement, and layout changes.
5. Helps in decision making
Manpower planning supports important decisions such as hiring, shift planning, overtime planning, outsourcing, capacity planning, and production scheduling.
Manpower Planning Sample Format
A simple manpower planning sample should include the basic data required to calculate manpower.
You can use the following format:
| Sl. No. | Product / Process | Operation | Demand | Standard Time | Available Time | Efficiency | Required Manpower |
|---|---|---|---|---|---|---|---|
| 1 | Product A | Cutting | 500 pcs | 2.5 min | 420 min | 85% | 3.50 |
| 2 | Product A | Assembly | 500 pcs | 4.0 min | 420 min | 85% | 5.60 |
| 3 | Product A | Inspection | 500 pcs | 1.2 min | 420 min | 85% | 1.68 |
This is only a sample format. Based on your factory requirement, you may also add columns such as:
- Shift
- Line number
- Machine number
- Skill category
- Operator name
- Absenteeism factor
- Yield percentage
- Remarks
Basic Manpower Planning Formula
The basic formula for manpower planning is:
Required Manpower = Total Work Content / Available Working Time
Where:
Total Work Content = Demand × Standard Time
So the formula becomes:
Required Manpower = Demand × Standard Time / Available Working Time
When efficiency is considered, the formula can be written as:
Required Manpower = (Demand × Standard Time) / (Available Working Time × Efficiency)
For practical use, efficiency should be converted into decimal form.
For example:
- 85% efficiency = 0.85
- 90% efficiency = 0.90
- 75% efficiency = 0.75
Manpower Planning Sample Calculation
Let us understand with a simple example.
Assume the following details:
| Parameter | Value |
|---|---|
| Production demand | 500 pieces |
| Standard time per piece | 3 minutes |
| Available working time per shift | 420 minutes |
| Efficiency | 85% |
First, calculate the total work content.
Total Work Content = Demand × Standard Time
Total Work Content = 500 × 3
Total Work Content = 1500 minutes
Now calculate the manpower requirement.
Required Manpower = Total Work Content / (Available Time × Efficiency)
Required Manpower = 1500 / (420 × 0.85)
Required Manpower = 4.20
So, the required manpower is 4.20 operators.
In actual planning, this may be rounded based on the production condition. In many cases, the company may plan 5 operators, or improve the process to manage with 4 operators.
Manpower Planning Sample for Multiple Operations
In many manufacturing processes, one product may have multiple operations. In such cases, manpower should be calculated for each operation or by adding the total work content of all operations.
Example:
| Operation | Demand | Standard Time | Total Work Content |
|---|---|---|---|
| Cutting | 500 | 1.5 min | 750 min |
| Drilling | 500 | 2.0 min | 1000 min |
| Assembly | 500 | 3.5 min | 1750 min |
| Inspection | 500 | 1.0 min | 500 min |
| Packing | 500 | 0.8 min | 400 min |
Total Work Content = 750 + 1000 + 1750 + 500 + 400
Total Work Content = 4400 minutes
Assume:
- Available time per operator = 420 minutes
- Efficiency = 85%
Required Manpower = 4400 / (420 × 0.85)
Required Manpower = 12.32
So, the required manpower is approximately 13 operators.
Download Manpower Planning Excel Templates
Use the Excel templates provided in this article to practice manpower planning calculation for different production situations.
These templates can help you calculate manpower for:
- Takt-time based production
- Standard manpower calculation
- Balanced assembly line manpower planning
You can download the suitable template and update the input values based on your factory condition.
Different Types of Manpower Planning in Manufacturing
Manpower planning is not always the same for every production system. The method may change based on demand, product variety, line layout, and production volume.
1. Takt-Time Based Manpower Planning
Takt-time based manpower planning is useful when demand is known and production has to be planned according to customer requirement.
Takt time shows how frequently one unit should be produced to meet demand.
Takt Time = Available Working Time / Customer Demand
If the total work content is higher than takt time, more manpower or better line balancing may be required.
This method is useful in:
- Assembly lines
- Repetitive production
- High-volume production
- Customer demand-based planning
2. Standard Time Based Manpower Planning
Standard time based manpower planning uses the standard time or cycle time of each operation.
This method is useful when you have clear operation-wise time data.
It is suitable for:
- Manufacturing processes with multiple operations
- Low volume and high mix production
- Batch production
- Process-wise manpower planning
This method gives better accuracy when standard times are properly measured and updated.
3. Balanced Assembly Line Manpower Planning
In a balanced assembly line, work is distributed across different workstations. The aim is to reduce waiting time and improve line efficiency.
This method is useful when:
- Demand is stable
- Production is repetitive
- Workstations are fixed
- Operators are assigned to specific operations
- Line balancing is possible
For a balanced assembly line, manpower planning should also consider idle time, bottleneck operations, and station-wise workload.
Common Mistakes in Manpower Planning
Manpower planning may look simple, but small mistakes can create big problems in production.
1. Using wrong cycle time
If cycle time is not accurate, the manpower calculation will also be wrong. Time study data should be updated whenever there is a process change, layout change, machine change, or method improvement.
2. Ignoring efficiency
No operator or production line works at 100% efficiency all the time. If efficiency is ignored, the planned manpower may become unrealistic.
3. Ignoring absenteeism
In practical factory conditions, all operators may not be available every day. Absenteeism, leave, training, and other availability losses should be considered.
4. Not considering skill level
All operators may not have the same skill level. If a process requires skilled operators, manpower planning should also consider operator skill availability.
5. Not updating demand changes
Manpower planning should change when demand changes. If the same manpower is continued for all demand levels, either production loss or excess manpower may happen.
6. Planning only by headcount
Manpower planning is not only about number of people. It should also consider where people are required, which skill is required, and how work is distributed.
Practical Tips for Better Manpower Planning
To improve manpower planning accuracy, follow these simple practices:
- Use standard time based on proper time study
- Update demand regularly
- Consider efficiency and availability
- Review bottleneck operations
- Separate direct and indirect manpower
- Use Excel templates for calculation
- Compare planned manpower with actual manpower
- Review productivity after implementation
Manpower planning should not be a one-time activity. It should be reviewed regularly based on demand, process changes, and actual production performance.
Manpower Planning Example Summary
Here is a simple summary of the manpower planning calculation:
| Item | Value |
|---|---|
| Demand | 500 pieces |
| Standard Time | 3 minutes |
| Total Work Content | 1500 minutes |
| Available Time | 420 minutes |
| Efficiency | 85% |
| Required Manpower | 4.20 operators |
This means around 4 to 5 operators are required depending on actual production conditions.
Final Thoughts
Manpower planning is a basic but powerful activity in manufacturing. It helps companies plan production, control labour cost, reduce idle time, and improve productivity.
A good manpower plan should not be based only on assumptions. It should be based on demand, standard time, available time, efficiency, and actual shop floor conditions.
Use the manpower planning sample and Excel templates in this article to practice the calculation and improve your planning accuracy.
If you want to learn more about manpower calculation, learn from this article on manpower calculation.
Now or Never
We’ve got your back on your manufacturing journey — Stay in touch
Follow us for step-by-step guidance, templates, and insights that save time and reduce mistakes.
Know Industrial Engineering Platform – Helping manufacturing industry professionals worldwide since 2019
