Focused Improvement or Kobetsu Kaizen is one of the pillars in TPM. TPM is an approach that helps to cut losses of machine operations. And it also helps to achieve perfect production in a manufacturing facility.
Another name of Kobetsu Kaizen is KK Pillar.
In other words, the implementation of KK Pillar helps to get rid of the losses. There by increasing the efficiency of machinery in a manufacturing facility.
Key takeaways from this article
- What is KK pillar or Focused Improvement?
- Brief about TPM
- Classification of losses
- Why KK pillar
- How to choose a machine for the KK pillar
- Tools used for KK pillar implementation
What is Focused improvement
Focused improvement is a concept in which improvement projects are selected based on scope for improvement. Projects are selected where there is largest scope, on priority basics.
Our ultimate aim of focused improvement is to improve OEE.
To improve OEE we need to initially identify the reasons which cause the losses.
After identification of the reasons which cause the losses, the reason which leads to largest loss is taken up for improvement projects on priority. After improving first one, take second and so on.
There are 16 losses that result in the reduction of OEE. We target these losses on priority basics as explained above. Please refer following sections of the article to know more about these 16 losses.
Focused improvement comprises following activities;
- Identifying issues (16 loses)
- Prioritizing tasks (this is a very important activity in focused improvement)
- Eliminating the problems.


See how Factovare helps factories digitize work
Watch the demo and contact us to try Factovare for your manufacturing operations.
FCMEP Three-Month Programme Registration
Factovare Certified Manufacturing Excellence Professional (FCMEP)
Trainer: Founder of Factovare and Know Industrial Engineering
Learn directly from the person behind both platforms.
Foundation session
Any one Tuesday · 1 hour
Trainer: Founder of Know Industrial Engineering and Factovare.
Doubt clearance
Alternate Thursdays · 09:00 PM IST · 1 hour
Trainer: Founder of Know Industrial Engineering and Factovare. Attend every eligible session during your active period.
Self-learning access
Three months of guided practice
Use selected Factovare modules and protected training materials to learn and practise throughout the programme.
You may attend any one Tuesday foundation session. Your three-month programme starts on the date you attend your first foundation session. From that date, you can self-learn using the training materials and eligible Factovare modules, and attend all eligible alternate-Thursday doubt-clearance sessions.
What you will learn
Enter your details, verify your email and complete the one-time $29 USD payment to join the three-month programme.
Step 1: Enter your name and email address, then click Send OTP.
Interesting right?
Read on to learn more !
Why Kobetsu Kaizen called as Focused improvement?
TPM originated in Japan in 1971, so all the terms were in Japanese. Kobetsu Kaizen means Focused improvement in Japanese.
Kobetsu is written as below in Japanese.
個別
And the word meaning is ‘Individual’
Which emphasis the importance of targeting individual losses, which contribute to major losses. This will result in quick results. In other words, we focus on individual losses, hence the name focused improvement.
By this portion of the article, you should have got an idea of Kobetsu Kaizen.
Kobetsu Kaizen and TPM
Total Productive Maintenance (TPM) was developed by Seiichi Nakajima in Japan between the 1950s and 1970s. There are 8 pillars in Total Productive Maintenance. TPM helps to reach perfect production by attaining below three points.
- Zero breakdowns
- Zero defects
- Zero accidents
The above three is achieved by the following 8 activities, commonly called as 8 pillars.
Which all are the 8 Pillars of TPM?
- Autonomous Maintenance (JH Pillar)
- Planned Maintenance (PM Pillar)
- Quality Maintenance (QM Pillar)
- Focused Improvement (KK Pillar)
- Early Equipment Management (DM Pillar)
- Training and Education (ET Pillar)
- Safety, Health, Environment (SHE Pillar)
- TPM in Administration (OTPM Pillar)
As you can see Kobetsu Kaizen (KK pillar) is one of the pillars of TPM.
KK pillar focus on the elimination of below 16 losses.
Classification of Losses in TPM
In the below image, you can see the classification of 16 losses in TPM.
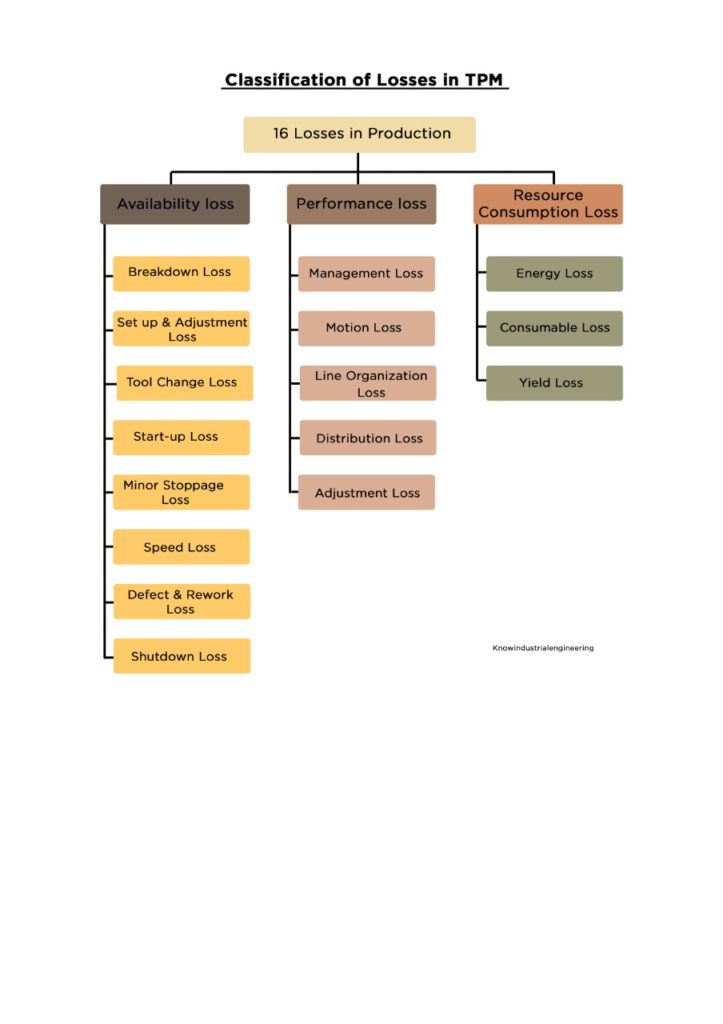
Classification of losses in TPMWhy KK Pillar?
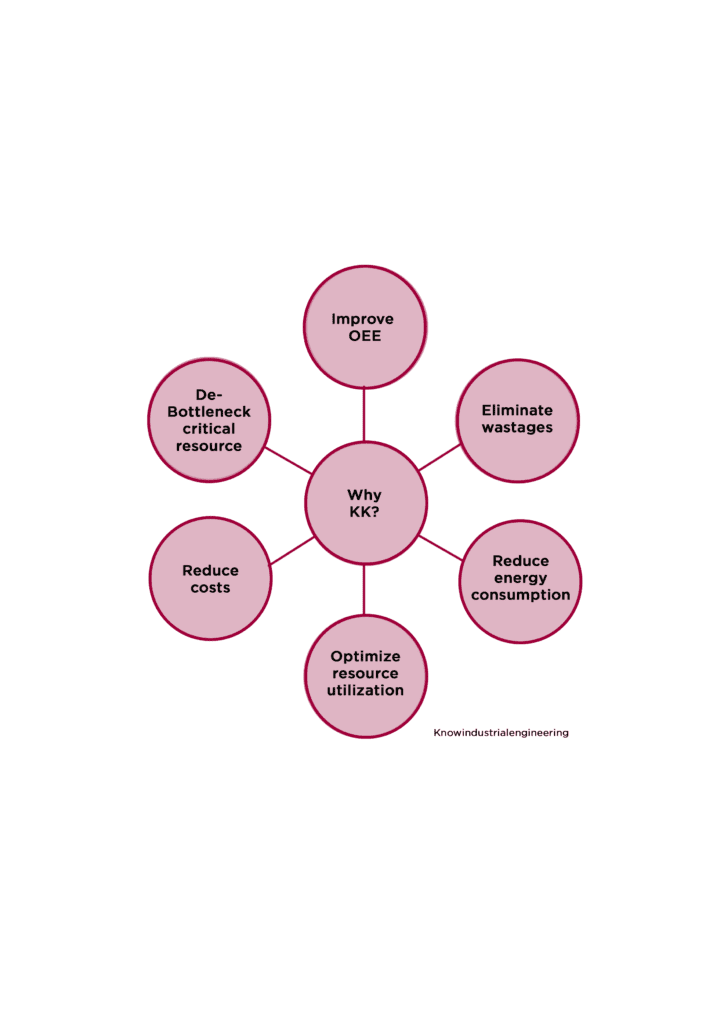
Here we will discuss focused improvement (KK Pillar) and its advantages. TPM helps to reduce losses, KK pillar pushes us to get world-class OEE.
Hence following are the benefits,
- Free capacity of machinery,
- Lesser energy consumption
- Reduction in manpower
- Low Labour costs
- Safe process
For your better understanding, attaching a photo which explains the benefits of the KK pillar.
We are moving to the core part of this article.
How to choose projects for KK Pillar?
Follow the steps below to choose projects for the KK pillar.

For selecting projects for KK pillar don’t forget to consider long term road map and business goals of an organization in discussion with management. Because after implementation of the KK pillar, the organization gets free capacity.
It’s easier to make a matrix which gives the necessary information to select machines for KK pillar activities.
Tools used in KK Pillar
Now everyone should have got a brief idea about the benefits of the KK pillar and how to select projects for KK pillar implementation.
Let’s dive into the activities and tools used in the KK pillar to reduce the losses.
Pareto chart : Using the Pareto chart of 16 losses we can narrow down the major losses by the 80:20 principle.
Fishbone diagram: Fishbone diagram helps to know various factors contributing to these losses.
Why Why analysis : After shortlisting the area for improvement, we can apply the why-why analysis for finding the root cause of a lose.
SMED: We can use Single minute exchange of dies (SMED) analysis to reduce changeover or setup time. SMED analysis is a process of eliminating and reducing non-value-added activities. It helps to reduce the downtime of machines.
In SMED analysis, we do the following steps to identify and optimize the process. By the use of SMED analysis, F1 teams can change 4 tires within 2 seconds. Redbull F1 team has set a record of 1.82 seconds during the 2019 Brazilian Grand Prix.
How to do SMED: Categorize activities in setup and changeover into internal activities and external activities.
Internal Activities:- Activities that can only be done after stopping the machine.
External Activities:- Activities that can be done without stopping the machine.
After that, identify all the VA, NVA, and NNVA activities, and cut NA activities.
Then check the feasibility to convert the internal to external activities. Such as reduction of setup and adjustments, minor stoppages, tool change loss, etc.
Video Study : In video study we record video of all activities such as machine operation, change over, setup, etc. and analyze it for VA, NVA, and NNVA. It also helps for future reference.
Conclusion
Now the concluding part… What we discussed in this article as of now is the initial steps of the kk pillar.
The real action takes place when we start to identify kaizens and implement it.
Although we have mentioned this in this article, you may learn more about kaizen.
You may click the link below to learn more about kaizen.
Focused improvement or kk pillar helps us to extract the best from kaizen to improve OEE
Thank You

Now or Never
We’ve got your back on your manufacturing journey — Stay in touch
Follow us for step-by-step guidance, templates, and insights that save time and reduce mistakes.
Know Industrial Engineering Platform – Helping manufacturing industry professionals worldwide since 2019

Such a informtive and clearly explained article covering complete topic in shortest way possible. 👏
Thank you ❤️
Very informative
The way you explained the entire topic, it invites applause & cheering.
Thank you for the your valuable feedback.❣️
Really a very elaborative article on KK👌
Nice one Abin 👍👍👍