Kaizen is known as continuous improvement. But as you can read in another article Kaizen can be interpreted as “Self disciplined obtainment of perfection”. So Kaizen is so much more than just “continuous improvement”. But how do you do Kaizen? What is the Methodology to do Kaizen?
Sports photo created by freepik – www.freepik.com
Methodology to do Kaizen
Well the way to do Kaizen depends on each organization and their methodology. But there is a general way or pattern to do Kaizen. The methodology consists of 7 steps:
Step 1. Train the employee in the standard. “Without standard there can be no Kaizen”. So to make sure you are actually making improvements you need to have a standard and train your employees in that standard. Working after a particular standard makes you aware of where it might be lacking. The same goes for anyone outside the process looking for improvements: if the process is performed after a standard and the same way every time its easier to find improvements. If its done differently every time it’s much harder to identify where the potential is.
Step 2. Identify your improvement potential: In my last article I spoke of how to spot waste and get rid of it. And this is exactly the improvement potential we are talking about. Identifying all the waste in the processes and defining the potential for improvement. So first step is concentrated on helping individuals learning how to see waste, problems and inefficiencies and discover areas for improvement.
Step 3. Analyze the current processes: When analyzing current processes we are talking about analyzing the current way of working. That means the current working process, the current level of equipment performance etc. There are a lot of different methods to do this work. These methods covers Waste analysis, Process Mapping, OEE (Overall Equipment Efficiency) analysis amongst others. But I would say that first step is to write down or map each process step, dig deep into the way things are done today to discover the waste or the inefficiencies.
Step 4. Brainstorm to find countermeasures: So how do you get started on that? Well in my article about 7+1 wastes I touched on the ECRS (Eliminate, Combine, Rearrange and Simplify) tool. This is a way to challenge the status quo and think of new ways. Another way to get inspired is using the concept of motion economy. In this method you kind of attach a price for each kind of movement. You could for instance say that each motion costs a dollar or you could say that it costs a dollar for each minute you move. You could also say that to search for something costs 50 cent, to move costs a dollar, to carry something 2 dollars, to carry something heavier could then cost 5 dollars etc.
A way to promote some of these tools is to use silent brainstorming. That is a 5 min. silent session where the participants writes down suggestions and afterwards present them on a board to each other. Of course the usual brainstorming rules applies: no judging or negative comments, get inspired by other suggestions and create a creative atmosphere. Of course there are a lot of other tools and methods for idea generation. But this should get you started.
Step 5. Build an Implementation Plan: At least for the larger Kaizens or when you have to test a lot of countermeasures it is advisable to build an implementation plan. This could be the countermeasures coming from the application of ECRS or perhaps the application of Motion Economy or any of the other ideas and countermeasures created in step 4.
Typically you will build the plan in some kind of Gantt Chart with listed activities, who’s responsible, deadlines and milestones etc. There are a lot of different tools and ways of building it. But one that I would recommend looking into is the Tactical Implementation Plan. Typically the TIP isn’t that much different from a normal Gantt Chart though it does contain some information that is not usually depicted in the Gantt Chart. For instance the TIP lists up goals for the overall area or activity. That means that while you follow up on progress you can follow up on your targets as well.
Tactical Implementation Plan (TIP)


See how Factovare helps factories digitize work
Watch the demo and contact us to try Factovare for your manufacturing operations.
FCMEP Three-Month Programme Registration
Factovare Certified Manufacturing Excellence Professional (FCMEP)
Trainer: Founder of Factovare and Know Industrial Engineering
Learn directly from the person behind both platforms.
Foundation session
Any one Tuesday · 1 hour
Trainer: Founder of Know Industrial Engineering and Factovare.
Doubt clearance
Alternate Thursdays · 09:00 PM IST · 1 hour
Trainer: Founder of Know Industrial Engineering and Factovare. Attend every eligible session during your active period.
Self-learning access
Three months of guided practice
Use selected Factovare modules and protected training materials to learn and practise throughout the programme.
You may attend any one Tuesday foundation session. Your three-month programme starts on the date you attend your first foundation session. From that date, you can self-learn using the training materials and eligible Factovare modules, and attend all eligible alternate-Thursday doubt-clearance sessions.
What you will learn
Enter your details, verify your email and complete the one-time $29 USD payment to join the three-month programme.
Step 1: Enter your name and email address, then click Send OTP.
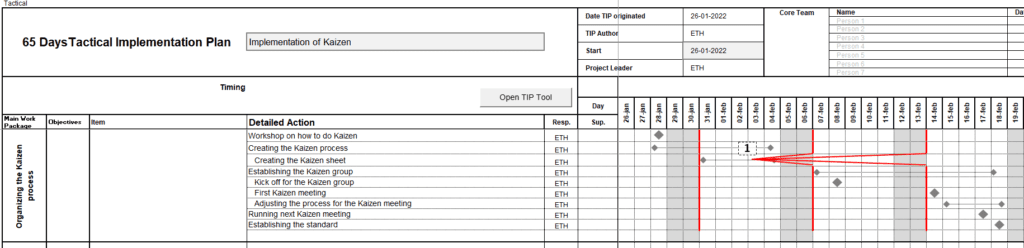
Step 6. Execute on your Implementation Plan: When you execute your Implementation Plan you need to do a thorough follow up. You can do the general follow up through registering the percentage of completion. A good way to control your implementation is by follow up on last weeks progress and plan execution for this week. If you are using a TIP to control your implementation you use a line to show you’re on target, a triangular parenthesis to the left to show your delayed and a triangular parenthesis to the right to show you are before schedule. The trick is to make sure you note any delays and then register them. This registration contains a description of the problem, countermeasure, who’s responsible for the countermeasure and finally PDCA follow up. In this way you are always in control of your plan and there’s no delays that you don’t know of or can’t explain.
Step 7. Follow up on your countermeasures: In this step you try to get an answer to the question “did it work?”. In evaluating the method you should compare the status to your target. You should have a target that you want to reach, e.g. in your implementation plan. You have to follow up on if you reached the target, if the improvement has created the wanted and expected result. This can be shown visually either in the form of pictures or diagrams etc. If the new method is a success and you’ve reached your target you should standardize the new process or method. This is done in some sort of standardization document, SOP (Standard Operating Procedure), Job instruction etc. It is important to document the improvement but even more important is to train your people in the new standard. In this way you can be certain that your improvement target will be reached and maintained.
The PDCA circle and the 7 step Kaizen model
Apparently it looks like the process of Kaizen is very linear. But that is far from the truth. In fact the process of Kaizen and finding and testing different hypotheses is much more circular. Just like the PDCA circle. This circle goes through four phases: the plan, the do, the check and the act:
Plan: In this phase you plan what it is you want to investigate and find a solution for, obtaining data, setting up experiments, and identifying how results are verified. The last part is imperative since if you don’t know how to measure the result how will you know if you have reached your target or your goal?
Do: In this phase you carry out the experiment or the activity. It is of the utmost importance that you ensure that the experiment or the activity is carried out as planned. If you make last minute changes how will you know that your countermeasure really works as planned. Stick to your original plan and if after the follow up you want to change something: do another experiment!
Check: In this phase you examine the result, did we get the expected result? If not: why? and what experiment can we put up instead and try out?
Act: In this phase you adjust trials and start the next PDCA cycle or standardize the solution if it has solved the problem. A last aspect of the act phase is the so called Yokoten which means spreading the word and the knowledge to all other departments, plants etc. that could benefit from knowing about that particular solution.
An example would be that on the packaging machines the operator experiences that two sheets of carton (or more) is pulled from the carboard pulling system. After doing some experiments and continuously improving the process we find a good solution. This solution is then standardized and documented. To make sure that everybody knows about this solution we send out a small story to our sister plants. In that way they too can benefit from the solution that we have found.

So perhaps if we combine these two methods in a more circular way we will get a more valid picture of the Kaizen process. So in the planning phase you would identify the improvement potential, analyze the current processes, brainstorm to find countermeasures and finally develop an implementation plan. The do phase would be the carrying out the experiment, that is the step: executing the plan. And finally the check and the act phase would be the last step: Evaluate the new method. And if the new method doesn’t work that well we would start all over again defining new experiments and hypotheses to be tested. If the new way of doing things works we will standardize and spread the word to other parties interested in the problem.
The Golden Kaizen Rules
The purpose of the Kaizen rules is to make sure that progress is reached faster. That means we do things here and now, we don’t wait for the experts to give their opinion or for the management team to draw up a big CAPEX (Capital Expenditure) project. No, we do it right here and right now mostly with what we have got. The golden Kaizen rules are as follows:
1. Challenge the status Quo: Lean practitioners never settles with the current situation or solution. Sure we will celebrate the good results. But then our next thought will be: how can we improve even more or further? Never accept that things are like it is and can not be changed. Trust me: They can!
2. Always use the positive mindset: Yes, we can do it if …… and not No, we can’t do it because …… Always challenge this kind of negative thinking. Ask what would you need to happen or to have to make this solution work. In the moment you begin talking about what needs to change you are already on the way to create improvements. When the team members goes: “well if we had this machine” or “if we could turn this around” etc. your are working in a positive Kaizen spirit.
3. Implement Kaizen ideas as fast as possible. Don’t wait for the perfect solution: just-do-it.
4. Don’t seek perfection. If you solve 50% of the problem it’s better than the situation you have today.
5. Correct mistakes immediately. Don’t wait: again just-do-it.
6. Use your head before you use your wallet. This rule doesn’t really have so much to do with spending money or not. This rule exists to provoke and challenge the creativity with people sparking innovation and idea generation. So challenge your mind and creativity as far as possible and if the solution the team comes up with requires money then you will spend the money. But first of all look around you and use the stuff that’s available right now and come up with something that you can create right here and test right now.
7. Chase waste! Chase all kinds of waste including the 7+1 wastes but also energy, materials and even manning. If for instance we spend a lot of water washing between different products ask: how can we reduce the amount of water that we use? How can we reduce the amount of cardboard that we use to package our stuff etc.
8. Get to root cause. Find out the root cause of the problem and then solve it there. In this way you work towards making sure that your problem won’t appear again. Ask why 5 times (or more the appropriate number of times) and get to the real cause of the problem. When you finish remember to test it again with the therefore loop, i.e. you start from the bottom and use the same cause just the other way around. For instance “we don’t have a maintenance schedule” therefore “the bearings were not changed” therefore “the bearings was worn” etc. If both your why’s and your therefore’s fit you are probably looking at the root cause and hence can implement a countermeasure to address that particular root cause.
9. Seek the wisdom of 10 instead of 1. This means feed on each others ideas, enrich them, make them stronger, better and durable. But don’t wait for the big expert, the big boss or whomever you might think will come up with “THE SOLUTION”. No, brainstorm, trystorm (experiment right away) and walk the great path of learning and having fun together.
10. Kaizen ideas are endless. The creativity and human wealth of ideas are endless! Just imagine when you are together with someone, family, friends, colleagues and you invent a story. What doesn’t come out of those moments and everybody laughs because of the story. But that is exactly what we need when we are talking Kaizen: letting go, having fun and let loose the creativity among people
11. Always go to the Gemba. Always go to the actual place looking at the actual things: Genchi genbutsu! You will only find out what is really happening going to the Gemba (the actual) place and see the reality as it is! “The truth is out there – you just have to see it”
12. Have fun doing improvements. This is a part of the positive attitude described before. Lean should be fun, its fun improving and especially making working life better and easier for all

How to get started with Kaizen
So how to get started? Well there are a number of ways to get started with Kaizen. But the most ordinary one is by implementing a suggestion system. Yes, you have already tried it! You made a suggestion box and the quality of the suggestions varied. Some were serious and others not. NO! Get rid of the suggestion box! Instead make EVERYTHING completely visible! Put up a sheet of paper where the operators can write down their suggestions. The sheet should contain at least these columns: date, owner of the suggestion, what is the issue or problem, what is the suggestion, deadline and a PDCA circle to follow up on progress.
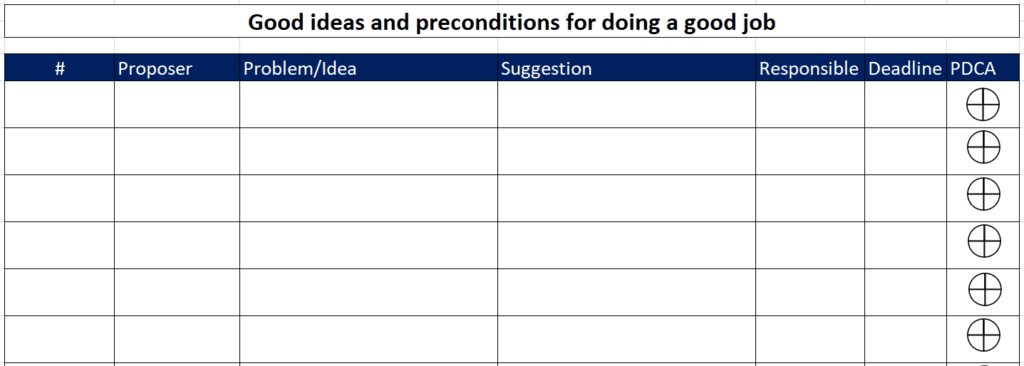
You can also download the excel version of suggestion sheet by pressing the download button below.
You might be wondering why the example says “preconditions for doing a good job”. The reason is that in our everyday life we don’t speak that often about what is a precondition for doing a good job. Here it explicitly urges the employees to fill in if something is missing to do a good job. It could be that a tool is half broken, or a bench is getting too old, the packaging device is off etc. All these things tend to become “the way we do business here” and we just accept it. But we shouldn’t! To do a good job the employee needs the right conditions to be in place.
Next thing you need to decide is how to execute on the suggestions. Do you want to empower your teams to do the improvements themselves? Thus giving them the time to improve. Or do you want to create a suggestion team that verifies and implement the changes? These are questions that you need to address and decide upon.
Empowering your people
If you are thinking that you want to empower your people you could find inspiration in the company Fastcap. The company is run by the great Lean advocate Paul Akers. He has invented the term “2 second Lean”. The term covers the idea that everyone in the company has to make at least 2 second improvements in their processes every day. So in that sense he is not necessarily looking for the big bang buck improvements but also just smaller improvements counts. And that is the real Kaizen mindset: if you find that something bothers you and you have an idea to improve it, then just go do it!
And you might not think that it makes much sense. But lets look at the math. If all your employees makes 2 second improvements everyday for a whole year (365 days) and that improvement is equal to a daily 1% improvement. That will surmount into 37 (Calculated as [1+0,01]^365). Why is that? Well its because you don’t just improve by 1% daily but you improve on the 1% you got the day before and the day before that etc. That means that at the end of the year you will have improved your operation 37 times!
And this is the way that Fastcap is improving its operations all the time. They are empowering their people to do their improvements themselves and are allotted the time to do so. Furthermore Paul has created some great surroundings and conditions for the employees to grow everyday. You should go check out their web page www.fastcap.com and look up Paul Akers web site. They even have dumped documentation on paper and instead they do videos with before and after inspiring people all over the world.
So by now you should know that Kaizen isn’t just Continuous Improvement but so much more. You should also know that you don’t need to make a Kaizen event to get started. Furthermore you should also have an idea of how to get started on your Kaizen journey. I hope this brief article has given you some idea as to why Kaizen is so strong. It should also have told you why you should get started on your own Kaizen journey right away. In my next article I will dig deeper into how to execute a Kaizen event and give you some examples from some that I have participated in.
About the Author
Erik T Hansen is a B.Sc.Eng production (hons) and holds a diploma in Supply Chain Management. He has been working in the field of Lean and Continuous Improvement some 20+ years. He has been working in a number of CI positions in a variety of industries. His main areas of interest are Lean leadership, Lean Thinking and Lean Manufacturing.
Now or Never
We’ve got your back on your manufacturing journey — Stay in touch
Follow us for step-by-step guidance, templates, and insights that save time and reduce mistakes.
Know Industrial Engineering Platform – Helping manufacturing industry professionals worldwide since 2019

Thank you, Melvin! Glad you could use it!
Yes, Nikunj! Sustaining is always a problem. Maybe I will write that about that in another article 😊 Thanks for the input
Meet, thank you for your kind words. Yes I think we can always learn more from each other.
Wonderful insights, it’s been 5 years me practising this subject, still many things were new for me
The real challenge will be how you are going to sustain this improvements?
Informative article
Thank you so much, Insha! Always happy to share my knowledge and insights. Just another guy working in the trenches 😄
I found something new to me in this article…